|
| |
- シム・プレートは何故必要か?
シム・プレートがこれが無くても平行度、平面度の高い測定冶具を駆使すれば測定は可能ですが、
この治具が無くても、定盤、ストレートゲージ、ノギス、マウクロゲージなどの汎用工具でも測定は可能ですが、作業効率、測定結果の信頼性から、作成しています。
測定
基準 |
ケース面 |
必ず、ケース面は大き目のオイルストーンで面出し、定規で均一化のチェックをします。 定盤は高価、重量物なので、厚めのガラス板で代用してシックネスゲージで測定します。 HARDOFFなどでガラスを使ったテーブルなどの家具から安価に調達できます |
測定
範囲 |
0.1mm~10.0mm |
シム・プレートの厚みによる |
測定
分解能 |
0.01mm |
|
測定
精度 |
0.05mm |
BMWから提供されるシムの厚みは0.2mm、0.28mm、0.38mm、0.50mmです |
シム・プレートの機能(目的)
| 基準面の移動 |
デプス・ゲージを使用出来る様にする 15mm以上の厚みが必須 |
| ベアリングの保持 |
軸が直立から動かない様に保持します その為、Φ54mm、Φ10mの穴径を変えてはいけません |
- シム・プレート:軸のスラスト方向の長さの測定治具
3つの軸のスラスト方向の遊びの調整を「シム」で実施しています。
ベアリングをセットした状態での3つの軸のケース面からの高さ、ケース側のベアリング受けの深さを測定して、セットするシムの厚みを算出します。基準面はケース面です。シム
・プレートはベアリングの高さを測定するための治具です。

完成した状態
- 完成図
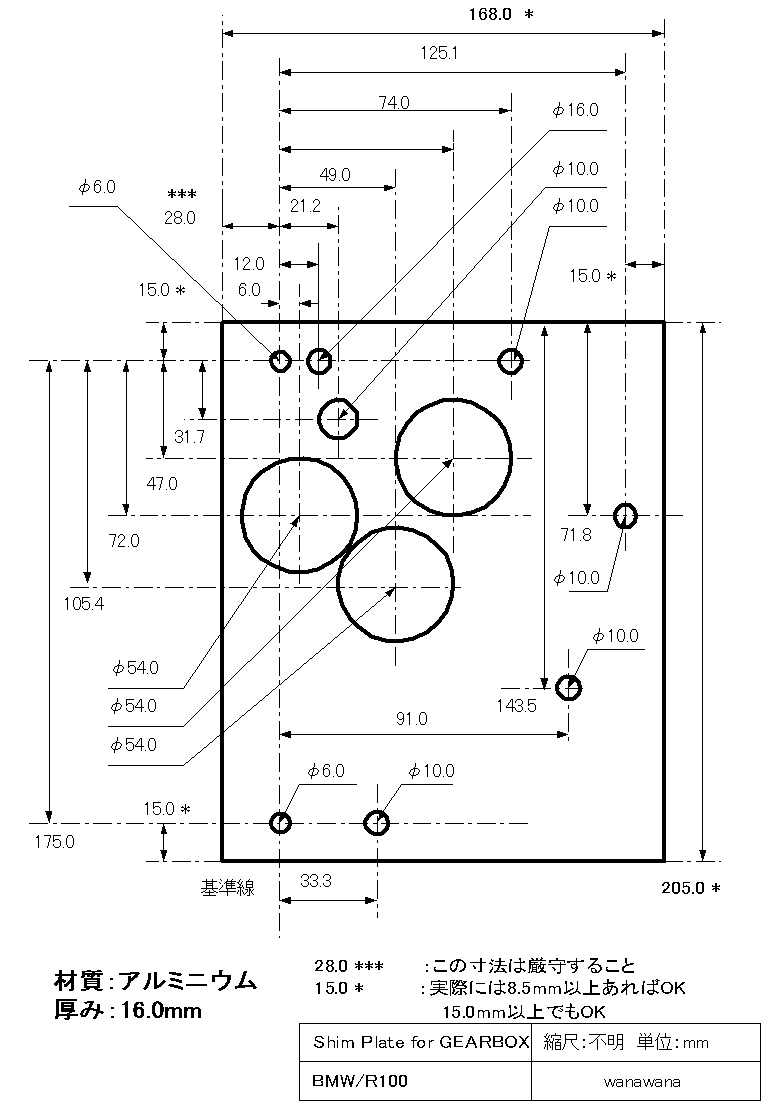
| 1 |
Φ6.0mmの穴がgearboxのケースのノックピンに当たります。この2つのΦ6.0mmの穴を結んだ線が基準線となります。 |
| 2 |
基準線の左側の寸法(28.0mm)は厳守してください。 長いと、シフト・カム・プレートと接触します。
短いと、Φ54.0mmの穴が欠けてしまいます。 |
| 3 |
Φ8.0mmの穴は、ケースへのネジ止めです。使用するネジはΦ6.0mmですが穴開けの位置合わせを適当にすませる為にΦ8.0mmで加工しています、 |
| 4 |
Φ16.0mm、Φ54.0mmの穴は、ホールソーの径に合わせています。
必要な穴の最小径は、Φ14.2mm、Φ52.2mmです。
この穴は、ベアリングの逃げだけであり、ベアリングを保持する必要はないので、ベアリング外径寸法にピッタリと合わせる必要はありません。
Φ54.0mm以上のホールソーを使用した場合には、2つの穴が繋がり、その部分が歪んでしまい、厚みが変わりますので、Φ54.0mm以上のホールソーは使用できません。 |
レバー部はケース面より高いので、シム・プレートの横幅が広いと、ぶつかってしまいます。
- 材料
| 材料 |
寸法 |
単価 |
個数 |
購入場所 |
|
アルミ板 |
170mmx200mmx厚み:16mm程度 |
¥1,000- |
1 |
Yahoo Auction |
| φ6.0m 平ワッシャー |
外径は20mm程度 (穴径10mm) |
¥50- |
5 |
ネジ屋 |
| φ6.0mx30mm ネジ |
長さは、厚み+15mm |
¥50- |
5 |
ネジ屋 |
- 工具
| 工具名 |
|
価格 |
| ホールソー |
54mm |
¥1,500 |
| ホールソー |
16mm |
¥1,000 |
| ジグソー |
|
¥5,000 |
| 電動ドリル、あるいはボール盤 |
速度が変更できるもの |
¥5,000 |
ホールソーは機械工具屋さんでの購入となりますが、販売店、メーカーで価格が違います。
このホールソーは、稲村工具:〒224-0042 神奈川県横浜市都筑区大熊町140-1:TEL:045-472-2244
(第3京浜入り口・交差点を新横浜方面に、コジマ電気、大熊交差点の先、右側)
- 購入する材料
機械加工用にアルミ板を購入します。間違っても建築資材用を購入してはいけません。
機械加工用は表面に保護シールが貼ってあり、連続圧延の製品ですので、厚みに関して高精度を期待できます。 私が購入したのは、 0.01mmのバラツキでした。
- 作業上の注意
1、以下の場所には、絶対にキズをつけない様にします。
シム・プレートの裏側で、ケースの当たる部分
シム・プレートの表側で、54mmの穴の周囲
穴空け作業では、雑誌、ゴム等で、キズを防止します。
電動ドリルで作業する場合には、長手方向に2倍の長さの板を購入して、加工しない領域寸法に乗っかって、穴開けをすると良いです。(後で切断します)
- 指定箇所に穴を開けます。
穴を開けたら、周囲のバリを取ります。 写真の様なデプス・ゲージを使用する場合には、穴の周囲は測定には使用しないので、面取りをし、穴の内側も平滑にしておきます。ここでは、まだ、保護
シールは剥がしません。
- ホールソー使用上の注意
| 1 |
必ず、切削油をつけながら切削する |
| 2 |
切り屑が葉の詰まるとホールソーが過熱して、刃先が鈍るので、掃除を小まめにする。 |
| 3 |
2)の為に、Φ54mmの場合には、円周上のΦ54mmの内側に1箇所以上、穴を開けておき、切り屑が穴から排泄される様にします |
| 4 |
熱により、アルミ板が変形したり、穴の周囲が盛り上がったりしない様に、休憩しながら、アルミ板の温度をチェックしながら、作業します |

購入したΦ54mm用ホールソー、 ¥1,500-程度 プロ用は耐久性が高く、¥10,000-以上
- アルミ板の厚みについて
15mm、あるいは、16㎜が最適な厚さだと思います。
理由:
1、ホールソーを使う場合には、裏返して穴を開けることを前提にすると、安価なホールソーでは16mm程度が加工出来る最大の厚みとなります。 (安価なホールソーが加工できる穴の深さは8mm程度が最大です。 プロ用の高価なものとかは、この限りではありません)
2、デプス・ゲージを使用する為には、15mm以上が必要、これ以下だと、ベアリング端面がシム・プレートより突き出した状態となり、「ベアリングの固定」と言うシム・プレートの機能を一つが実現できません
- アルミ板の切断
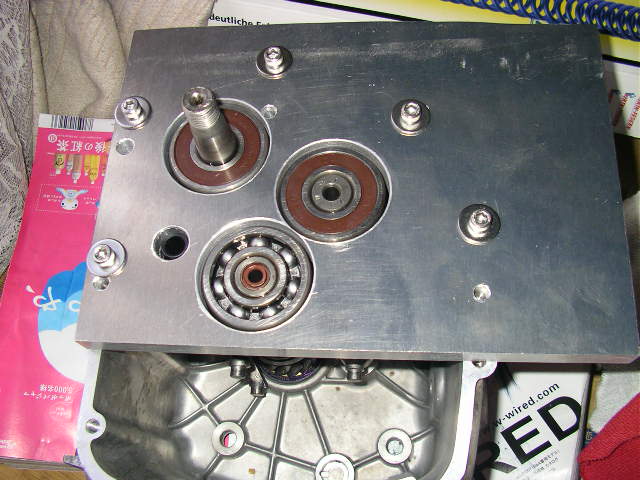
全てのシャフト、シフト・フォーク、シフト・カムを組み込んだ状態で、シム・プレートを宛てて、寸法に問題が無いことを確認したら、切断します。
電動の切断機(電動丸ノコ)は発熱が大きいので、ジグソーでの切断をお薦めします。 15分ぐらいです。
金ノコでの切断も可能ですが、どの程度の時間が必要なのかは知りません。
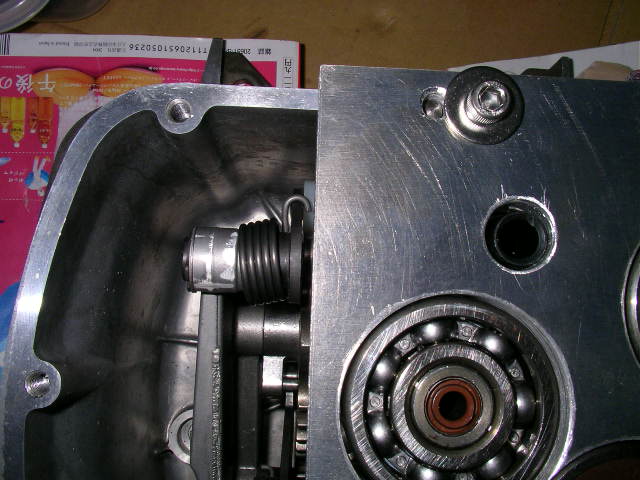
発熱を抑える為に、(1)注油 (2)休憩 を
注意:上の写真で右上の穴は電動ドリルで開けています。小型の卓上ボール盤で開ける場合には、右上を斜めにカットする必要があります。(でないと、卓上ボール盤にセットできない)
- 清掃
保護テープをはがし、パーツクリーナーで清掃します。
- 保管
保管時には、防錆処理をして、表面の平滑度が変化しない様にします。
また、他の工具等でキズがつかない様に保護します。
サビ止めに為にCRC556等を吹いて、ビニール袋にいれて、クッションケース等にいれておきます。
|
