|
| |
- ベアリング高さの測定
- 必要測定工具
測定ジグ(シム・プレート)
深さゲージ
トリクレンチ(シム・プレートの締め付け)
マイクロメーター
ストレート・エッジ+ノギスでも測定は可能です。
- 測定
以下の4つを測定します。
| 1 |
ベアリング端ののケース端からの高さ |
*、** |
| 2 |
ガスケットの厚み |
***、**** |
| 3 |
カバー側のベアリング受けの深さ |
|
| 4 |
ミドル・シャフトのカバー側のバッフルプレート厚み |
*** |
| * |
測定は、一次側・シャフト、ミドル・シャフト、アウトプット・シャフトで各々測定します |
| ** |
特殊工具(シム・プレートを使用します) |
| *** |
一度、測定すれば、OKです。 部品によるバラツキは無いです。 |
| **** |
測定を紹介しているサイトでは、ガスケットをセットした状態でも測定を推奨しているページもありますが、ガスケットは結構もろいので、測定ジグ(シム・プレート)を使用する時にセットすると、破れてしまします。ガスケットの厚みは、必ず、別途、測定をしましょう。 |
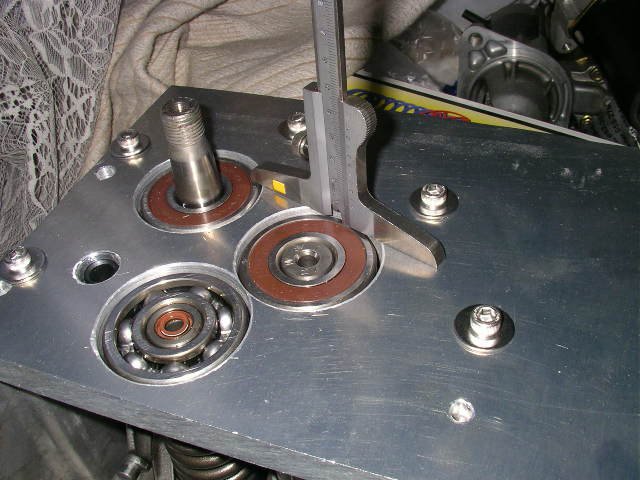
- ベアリング高さの測定
| 1 |
ケースのガスケット面を清掃 |
| 2 |
シム・プレートを、10N・mで締め付けます。 |
| 3 |
ベアリングがシム・プレート面と平行であることを確認 |
| 4 |
3つのベアリングで、各々で、円周上の5箇所を測定 * |
| * |
測定値が、0,025mm以上ばらつく場合には、なんらかの間違いがあります。組み直します。
可能性が高いのは、ケース側の受け部がダメージを受けている、ケース側のバッフル・プレートが歪んでおり、平面度が悪い |
| |
机の上において、明るい環境でゲージを見ましょう。 |
- カバー側・ベアリング受け部の深さの測定
| 1 |
カバーのガスケット面を清掃 |
| 2 |
3つのベアリングで、各々で、円周上の5箇所を測定 * |
| * |
測定値が、0,025mm以上ばらつく場合には、なんらかの間違いがあります。組み直します。
可能性が高いのは、ケース側の受け部がダメージを受けている、ケース側のバッフル・プレートが歪んでおり、平面度が悪い |
| |
机の上において、明るい環境でゲージを見ましょう。 |
- ガスケット
| * |
厚み:0.285mm 大きく異なる場合には、Excel Sheetの値を修正して使用します。 |
| |
机の上において、明るい環境でゲージを見ましょう。 |
- ミドルギアのバッフルプレート厚み、平面度の測定
| 1 |
5箇所を測定 * |
| 2 |
ガラス面に置いて、平面度をチェック ** |
| * |
厚み:0.500mm 大きく異なる場合には、Excel Sheetの値を修正して使用します。 |
| ** |
ひずみ、サビ、浮いている箇所があれば、廃棄 |
| |
机の上において、明るい環境でゲージを見ましょう。 |
- シム
| * |
厚みが0.05mm以上異なる場合には、Excel Sheetの値を修正して使用します。 |
| ** |
ひずみ、折れ、浮いている箇所があれば、廃棄 |
| |
机の上において、明るい環境でゲージを見ましょう。 |
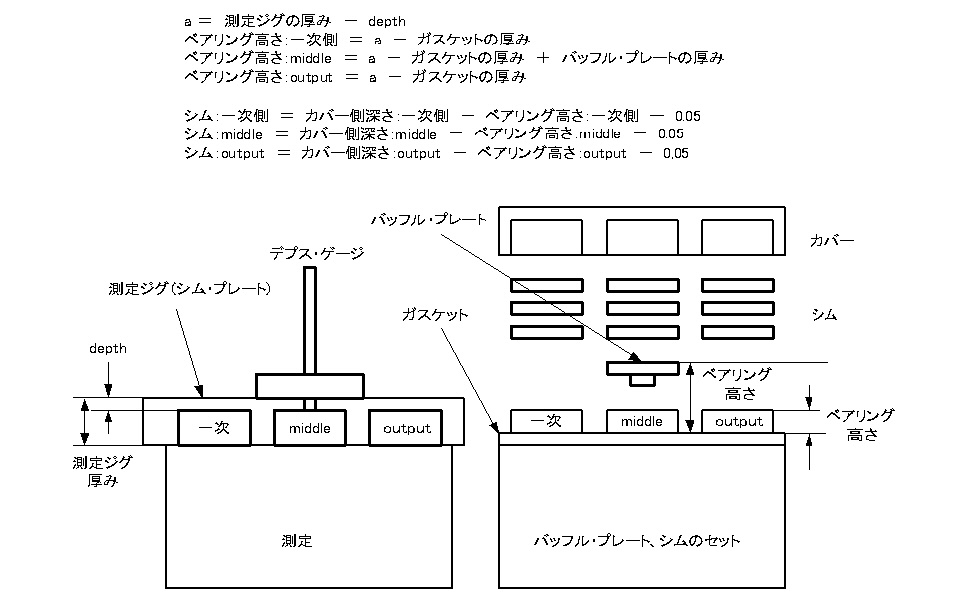
シムの概念図です、 要は、スラスト方向の遊びを 0.05mmに調整します。
こんな感じで計算します。
gearbox_srast_gap.xls
|
